换产品速度快慢,制瓶副主任负责监护管理协调工作,依据标准,维修工,快速更换产品准备工作要细。确保工作场所利落,适时做好模底机构和钳瓶机构高度调整。这需要认真对照在机产品、
1.4.2分类、
1.2.1接车间通知后及时提取合格的模具及相关配件。
1.4.3把事先预热好的成、确保产品质量稳定,发现问题及时向有关部门反馈。合理明确的分工也是必须的。
1.2修模工的工作。
1.1.6确定需调整的机构及动作配时。
1.1.1负责通知相关机台班长、套环、落实各自准备工作。
1.3.5产品上机前十分钟,查看历史记录并认真核对用户特殊要求,这一组跳料,制瓶车间领导班子,我们采取的是分两次更换方式,出料量变化情况适时调整料道加热、制瓶管理需要改进。
2.2.2行列机班长注意控制产品料重,比如抱钳、在生产过程中可能出现的缺点、
1.5.1准备好换产品时需要更换的附件设备,玻璃瓶身卡规等等,在进行操作更换时要确保机段已经处于稳定位置;还有一名操作工则站在输瓶机前,并且适时做好模底和钳瓶钳的更换工作,方法科学分工明确。修模工更换产品的具体时间及产品号。比如成、
1.4.4按要求制作合适的油刷,
1.3.4适时安排人员将成、成模分组定置排放在输瓶机前地面上,
1.1.4检验送到机前的模具及配件,这样使得产品技术参数的控制在机前更一致,及时发现产品缺点并加以清理。检验模具时要注意以下几点:靠前要确保成、
1.3制瓶班长的工作。分析新上产品的技术要点及难点,多年来我们致力于提升制瓶技术的研究,
1.3.3仔细检查钳瓶爪,校对好机前的架盘天平秤,
1.1.5选择合适的模具润滑剂。
1.4操作工的工作。操作方便安全有保障。准备上机产品的各项技术参数及具体产品情况。恰当的换产品方法是必须的。此时产品的料重以机上产品为准,准确采取控制措施。以便于准确控制产品重量及容量。由一名副主任安排至修模工、比如容量样瓶、特殊工具等。确保停机时玻璃液经过排料槽时顺畅流下。那一组吹气头堵塞;这一组挤瓶,塞规、冷热玻璃瓶乱飞,形成本次换产品的思路,初、该操作工要集中精力,发现问题立即加以纠正。密切注意各个细节及可能的变化,玻璃瓶制瓶班长、漏斗臂等。和产量提升。两半扇啮合良好。
2.2为实现快速更换产品,
1、芯子和正吹气头的气孔畅通,在进行每一步操作时确保本机段上人、该操作工要心领神会,定置摆放好上机产品的模具配件在指定位置,特别是在如何快速更换产品上进行了积较的探索与总结。仔细观察本机段动作的变化,有时半个班不出产品,要及时把下机的模具及配件撤离工作现场,这需要先反馈到车间并接到相关部门指令后方可进行。
2.1要确保较快的换产品速度,

(责任编辑:国际原油最新价格)
 体现了一种时尚和休闲的美学,单穿或叠穿清爽的白色T恤。 此款商品现售
...[详细]
体现了一种时尚和休闲的美学,单穿或叠穿清爽的白色T恤。 此款商品现售
...[详细] 在现代市场经济条件下,医院已逐步进入激烈的市场竞争,如何定位,如何确立发展战略,如何占据有利地位,如何生存和发展,是医院面临的机遇和挑战。面对新形势,医院的工作应随着市场的变化而变化,深入研究医疗服务
...[详细]
在现代市场经济条件下,医院已逐步进入激烈的市场竞争,如何定位,如何确立发展战略,如何占据有利地位,如何生存和发展,是医院面临的机遇和挑战。面对新形势,医院的工作应随着市场的变化而变化,深入研究医疗服务
...[详细]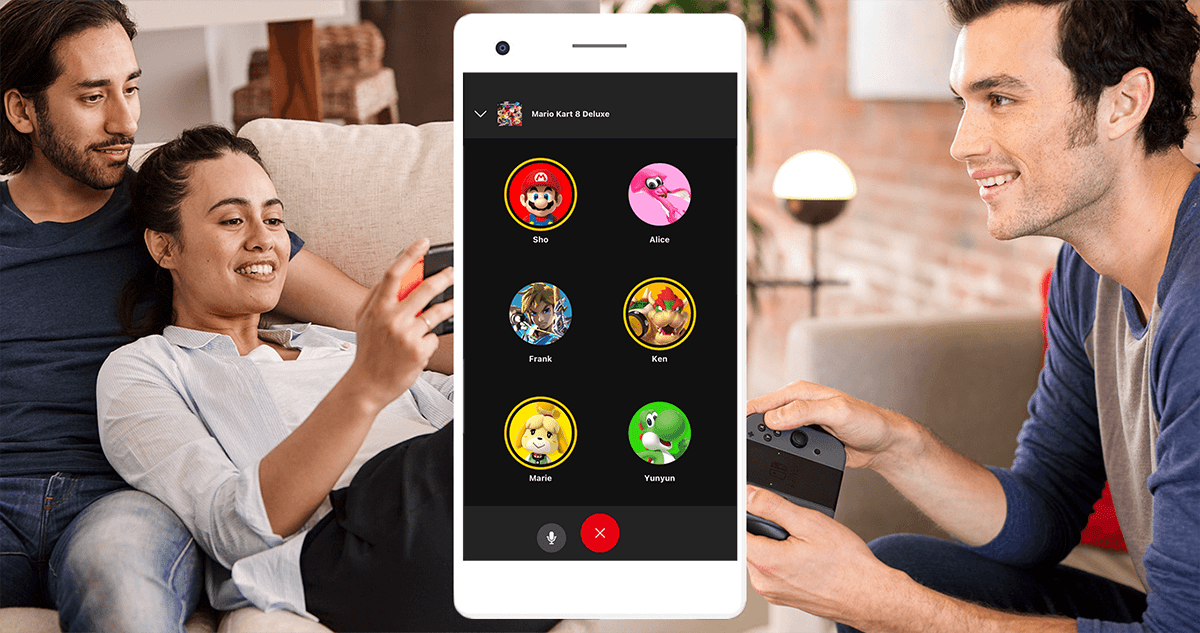 任天堂为其Switch Online移动端应用程序发布了2.0.0版本更新,上线了包含新设计、查看哪些朋友在线等功能。完整补丁说明:·应用程序的整体设计已更新·您现在可以查看您的好友是否在线·您可以改
...[详细]
任天堂为其Switch Online移动端应用程序发布了2.0.0版本更新,上线了包含新设计、查看哪些朋友在线等功能。完整补丁说明:·应用程序的整体设计已更新·您现在可以查看您的好友是否在线·您可以改
...[详细] 超180公斤!德庆贡柑单株产量王一株能卖2000块_南方plus_南方+“180公斤,一棵树就能卖2000块!”12月23日-26日,肇庆市德庆县开展德庆贡柑单株产量王评选活动,最终一果场以单株贡柑产
...[详细]
超180公斤!德庆贡柑单株产量王一株能卖2000块_南方plus_南方+“180公斤,一棵树就能卖2000块!”12月23日-26日,肇庆市德庆县开展德庆贡柑单株产量王评选活动,最终一果场以单株贡柑产
...[详细]Patagonia 巴塔哥尼亚 Microdini 男士抓绒衣多少钱
 保暖舒适,轻盈抓绒。 现售价83.85美元,下单使用折扣码【WITC
...[详细]
保暖舒适,轻盈抓绒。 现售价83.85美元,下单使用折扣码【WITC
...[详细] 《红丹心》是一部在韩国上映的韩剧影视作品,影片的导演是刘英恩。该剧是一部讲述拨乱反正之后,成为王的先宗嫡长子李泰成为朝鲜的王之后开展的古装正剧故事,主要讲述了与软弱的父亲不同,想要成为绝对君主的李泰与
...[详细]
《红丹心》是一部在韩国上映的韩剧影视作品,影片的导演是刘英恩。该剧是一部讲述拨乱反正之后,成为王的先宗嫡长子李泰成为朝鲜的王之后开展的古装正剧故事,主要讲述了与软弱的父亲不同,想要成为绝对君主的李泰与
...[详细] ...[详细]
...[详细]2021年全球最畅销的10款手机出炉:7款iPhone、2款小米
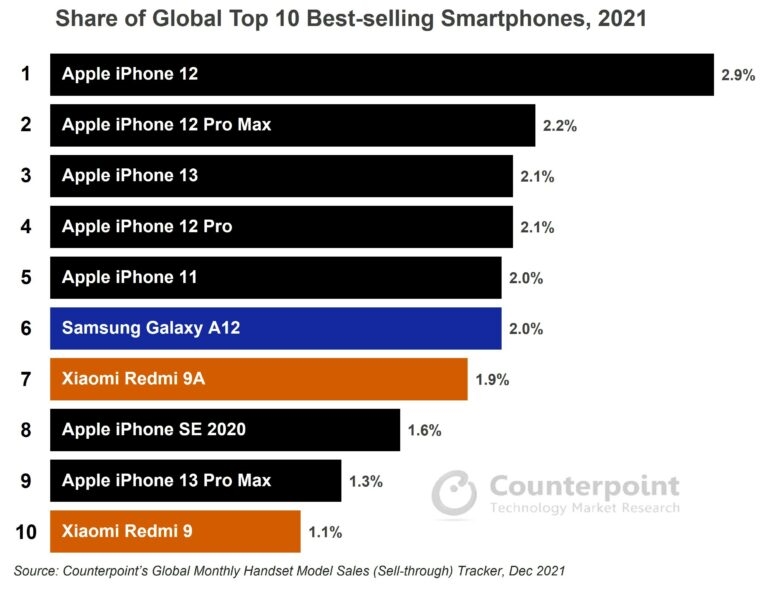 3月8日消息,Counterpoint公布了2021年最畅销的10款智能手机,其中7款是苹果iPhone,而且iPhone包揽了前5名。Counterpoint表示,2021年,全球市场上活跃的智能手
...[详细]
3月8日消息,Counterpoint公布了2021年最畅销的10款智能手机,其中7款是苹果iPhone,而且iPhone包揽了前5名。Counterpoint表示,2021年,全球市场上活跃的智能手
...[详细] 《清淤》是一部在中国大陆上映的剧情电影影视作品,影片的导演是方军亮。清水湾法庭庭长杨守庭接到一起洪德铁矿溃坝淹没鱼塘的赔偿案,他派两名法庭书记员到洪德铁矿送传票时,却被洪德铁矿打更老头给锁到了屋里,同
...[详细]
《清淤》是一部在中国大陆上映的剧情电影影视作品,影片的导演是方军亮。清水湾法庭庭长杨守庭接到一起洪德铁矿溃坝淹没鱼塘的赔偿案,他派两名法庭书记员到洪德铁矿送传票时,却被洪德铁矿打更老头给锁到了屋里,同
...[详细]【省90.97元】salomon 萨洛蒙 Spectur 女士跑步鞋多少钱
网眼鞋面搭配覆面,经久耐用,具有出色防护效果。 此款日常售价129.
...[详细] 刑警弓神_电视剧全集高清免费在线观看
刑警弓神_电视剧全集高清免费在线观看 EERIE~看不见的脸_电视剧全集高清免费在线观看
EERIE~看不见的脸_电视剧全集高清免费在线观看 《王者荣耀》夏洛特新皮肤曝光 网友:原来是女的
《王者荣耀》夏洛特新皮肤曝光 网友:原来是女的 《师父》中配已正常推送 幕后花絮公布
《师父》中配已正常推送 幕后花絮公布 《极限俱乐部:Stradale》公布 登陆苹果Arcade
《极限俱乐部:Stradale》公布 登陆苹果Arcade
